Delayed Coking – Application Overview
A delayed coker is used to convert low value resid to valuable products (naphtha and gasoils). The process consists of heating a residual oil feed to its thermal cracking temperature.
The delayed coker process is a batch process with multiple valve cycles within a 24-hour period. The high thermal reactions cause a “state change” in the hydrocarbon which can result in coke/asphaltene solidification in drum isolation valves. This failure mode is known as “coking up”. Another byproduct of this reaction is coke particulate. The erosive nature of the fines, can accelerate wear of internal valve components.
BENEFITS OF THE VALVTECHNOLOGIES’ SOLUTION
- Excellent mean time between repair
- Safety of isolation
- Low frequency of repairs
- Purge design delivers operation reliability
- Low operation or steam costs thus suits better for fractionator yields
- Low maintenance costs or repair 35% lower than typical ball valves due to RiTech® hard coating technology
- All of the above equates to industry’s best total cost of ownership
|
DIFFERENTIATING FEATURES
|
| ValvTechnologies |
Other designs |
Integral seat – safety of isolation
- Impossible for the seat to disassociate from the valve body under any operating condition due
- Integral to body half, thus seat ring component eliminated for higher reliability
- No leakage from thermal growth from ball to seat
- No possibly of fines or tar buildup in the seat pocket affecting isolation and operation
- Hard coated seat faces
- Higher reliability of Isolation and consistent torque than dual seating component
|
Loose seat
- Thermal expansion between seat and ball occurs from drum switching
- Coke and tar buildup occurs over mission time
- Torques increases and leakage gradually begins
|
Belleville® spring design
- Delivers highly reliable process isolation due to consistent ball and seat loading
- Thin profile spring design eliminates resid buildup in crevices like other type springs
- Provides constant linear loading during high thermal gradients
- Keeps erosive particles from attacking sealing faces, due effective “scaping action”
- 100 % component reliability. No spring failures in delayed coking processes.
|
Bellows/wave type springs
- Convolutions collect coke and tar and effects performance and reliability
- Elongated design vibration can scour ball
- Weak scraping action of coke buildup on seat areas, due to low spring rate design
|
RiTech® coating
- State-of-the-art computer applied hard coatings on ball and seat
- 35% less repair cost than other type ball valves due to coating protection of expensive components
- Cycling, thermal cracking and erosion resistance
- Computerized application provides: high bond strength, exact coating thickness, industry’s lowest porosity and increased part reliability in thermal service
|
Other coatings
- Platings tend to crack under thermal cycling
- High thermal process severely decreases hardness properties of Stellite® overlay on seats
- Higher repair costs are result of expensive component damage
|
Continuous purge design
- Ensures consistent torques for drum operations to meet production run times
- Provides consistent valve operation due to effective flushing of hot resid and fines collection
- 40% less steam costs than other ball designs
|
Other purge designs – static purging
- Doesn’t prevent coke buildup
- Gradual accumulation of coke collection and solidification over a production cycle can cause operational issues due inability to flush trapped resid
- Higher steam requirements, drives higher operational costs and possibility lower yields
- Steam events can cause spring failures
- Most common failure mode in a coker unit
|
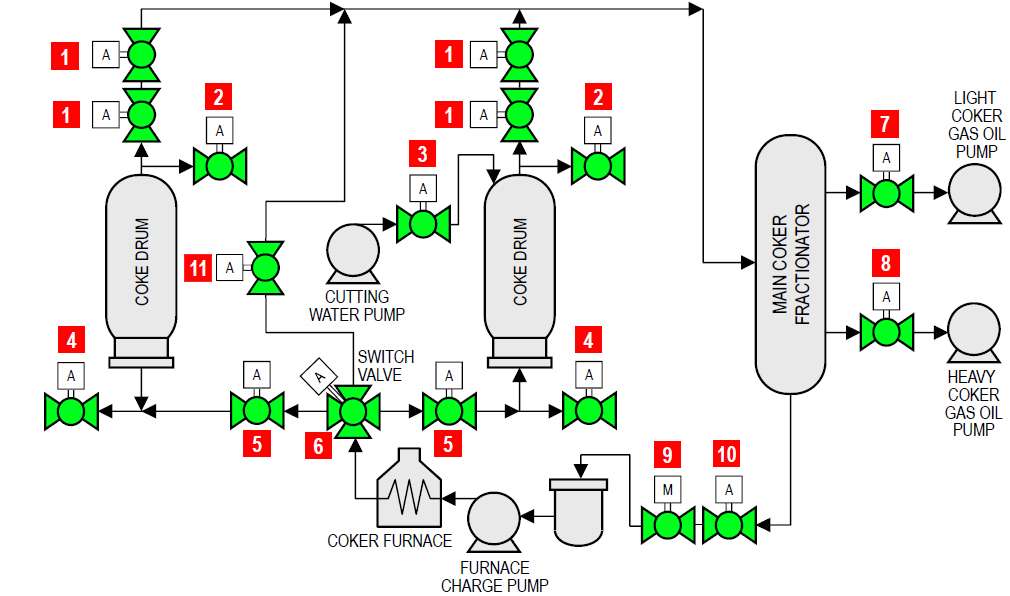
| FLOW DIAGRAM |
|
| Item |
Applications |
Temp range (°F) |
Pressure (psi) |
Size (in) |
| 1 |
Overhead vapor |
850 |
35 |
14 – 42 |
| 2 |
Blowdown valves |
810 |
25 |
14 – 42 |
| 3 |
Cutting water pump isolation |
38 – 100 |
2000 – 3000 |
6 – 8 |
| 4 |
Quench/drain valve |
950 |
60 – 90 |
6 – 16 |
| 5 |
Coke drum feed isolation |
950 |
60 – 90 |
6 – 16 |
| 6 |
Coke drum switching isolation |
950 |
60 – 90 |
6 – 16 |
| 7 |
Light coker gas oil pump emergency block valve |
150 – 320 |
50 |
4 – 10 |
| 8 |
Heavy coker gas oil pump emergency block valve |
650 |
50 |
4 – 10 |
| 9 |
Coke filter isolation |
650 |
65 |
4 – 10 |
| 10 |
Frac bottoms emergency block valve |
650 |
65 |
8 – 16 |
| 11 |
Bypass valve |
950 |
65 – 90 |
8 – 16 |