Proven Under Pressure.
ValvTechnologies’ V1-4 severe service metal seated ball valve extends our core design concepts to large diameter and higher pressure applications and is the result of the evolution of the latest in manufacturing techniques and hard coating technologies expanding of all of the features and benefits of the V1-1 design in large-diameters for refinery and mining uses worldwide. Available in 4” through 36” or larger in ASME / ANSI Classes 900 – 4500, this large bore behemoth is ready when the pressure is on. Our absolute zero-leakage warranty and proven low cost of ownership are second to none.
This valve is designed for critical isolation applications in the mining and minerals processing, power, hydrocarbon refining and processing, oil and gas production and other industries requiring high-performance solutions. All ValvTechnologies’ valves can be custom designed to meet the demands of your specific application.
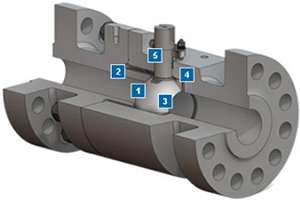
- Integral metal seat. With our proprietary HVOF RiTech® coating technology, the integral seat in ValvTechnologies’ valves is resistant to the attack of abrasive magnetite and ferrous oxides that may be seen in the steam flow.
- Body seal ring. ValvTechnologies employs a field proven seal ring technology to ensure sealing under all operating conditions, up to 1400°F. The body seal ring is loaded at a pressure higher than 20,000 psi. In addition, valves sized three inch and above contain a secondary Grafoil seal to further guarantee reliability
- Patented coating process. The sealing surfaces are overlaid with tungsten or chromium carbide using our exclusive HVOF RiTech® process. These surfaces have a hardness of 68 – 72 Rc to allow long periods of operation in the most severe conditions.
- Live-loaded gland area. The V Series’ sealing design features a four stud, live-loaded assembly designed for heavy industrial applications. The sealing material is high purity Grafoil® surrounded by stainless steel wire mesh anti-extrusion rings. The six Belleville® springs (per stud) provide constant load pressure through extreme thermal shocks and prevent wear leaks in high-cycle service.
- Blow-out proof stem design utilizes a one piece, hard-faced, blow-out proof stem that is inserted through the inside of the body cavity eliminating the possibility of blow-out through the gland area.
- Through conduit design: No tortuous flow path. When open it has the highest possible Cv’s. Minimized wear & tear. Benefit: Eliminated vibration, reduced maintenance
- Fixed position – quarter turn: No seating torques required. Benefit: Minimized stem wear, lower cost of ownership
- Hardened blowout proof stem: One piece, inserted through the body & shouldered. Eliminates the weak link of collared & pinned designs. Benefit: Improved safety
- Metallic body seal ring: Increases body integrity by eliminating external leakage. Benefit: Improved reliability, Zero-leakage shutoff
- Live-loaded packing gland: Minimum four bolt configuration with shallow stuffing box. Ensures consistent torque at variable pressures & temperatures. Benefit: Increased reliability
- Hardcoated & mate lapped seats: High Velocity Oxygen Fuel (HVOF) RiTech™ chrome carbide hardcoating with a Rockwell C of up to 72. Mate-lapped seats. Benefit: Wear & corrosion resistant, increased reliability, Zero-leakage shutoff
- Seat designs: Hardcoated, both ball & integral downstream seat to the end-cap to eliminate a potential leak path. Benefit: Increased reliability
- Simplicity of design: Designed for ease of installation & maintenance. Benefit: Easily actuated, increased system reliability, increased efficiencies, ease of use, reeduced maintenance
- Stringent testing: Every valve is tested, documented & serialized. Benefit: Increased reliability, increased safety, total traceability
Case Study: Molecular Sieve Switching Valve Superior Design
Product: V1-4
Location: Kazakhstan
Plant type: Oil & gas
Background: Facing hundreds of millions of dollars in production losses annually, a major global oil company placed a multi-million dollar order with ValvTechnologies for molecular sieve switching valves to replace their existing rising stem ball valves.
Requirement: The issues in this service, which handles gas with an H2S content of over 20%, included leakage to atmosphere, unreliable operation, mechanical breakdowns and unscheduled shutdowns. In addition to the safety and environmental concerns, the client faced threats to the integrity of the downstream equipment. The initial response to these challenges included the planning of a full parallel dehydration facility to cope with the ongoing concerns with the legacy equipment.
Solution: For over a decade ValvTechnologies has provided molecular sieve switching valves in similar applications throughout the world. This proven track record gave our customer the confidence to engage ValvTechnologies in a conversation regarding their challenges. Upon careful review of the application and in consultation with ValvTechnologies’ senior Engineering staff, the selection was made to employ ValvTechnologies’ seat supported design technology. The selected materials included Inconel 825 for the valve body components and Inconel 718 for the internals.
The supply, which included full pneumatic automation of all the valves, was completed in less than 20 weeks – in time for a scheduled shutdown in 2013. ValvTechnologies assisted with the site testing, installation, commissioning and startup.
The operational performance of the valves since startup has exceeded the client’s expectations. With this experience, the client felt confident to cancel the scheduled parallel installation project, which saved them hundreds of millions of dollars.
ValvTechnologies assists its clients in meeting their goals regarding safety, the environment, cash flow and asset protection.
- Special end connections
- Bi-directional sealing
- Class V sealing in the reverse direction
- Tandem arrangements
- Complete automation packages
- Characterized trim
- Actuator mounting
- Insulating jackets: For further protection valves can be fitted with removable and reusable valve insulation blanket jackets.
- Construction to API 6A
- Purge ports
- Cavity fillers
- Fugitive emission bonnets
- Abrasion-resistant linings
- Process-specific options. Contact the factory for more information.
- Engineered-to-order: Consult the factory for more information and additional options.
Fossil Power Applications
- Above and below seat drains
- Ash handling
- Attemporator spray control
- Boiler drains
- Boiler feed pump isolation
- Continuous boiler blowdown
- Electronic relief
- Feedwater heater drains
- Feedwater isolation
- Instrument isolation
- Main steam stop
- Recirculation
- Seal steam regulators
- Sight/gauge glass drains
- Soot blower regulators
- Startup vents
- Steam dump
- Turbine bypass systems
- Turbine drain
Nuclear Generation Applications
- Boiler feedwater
- Circulating water system
- Component cooling
- Condensate extraction
- Condensate cooling water
- Emergency feedwater
- Fire protection system
- HP safety injection
- HP and LP heater drains
- Heat exchanger vent and drains
- Main steam system isolation, drain and vent
- Power operated relief valve (PORV)
- Pressurizer drain and vent
- Rad waste system
- Reactor coolant pump drain and vent
- Reactor head vents
- Reactor water cooling vents and drains
- Safety injection system
- Secondary system isolation, drain and vent
- Service water system isolation
- Steam generator system
- Turbine by-pass
- Turbine drain and vent
- Fukushima tie ins
- Reliable hardened vents
Upstream Oil and Gas Applications
- Wellhead choke isolation
- HIPPS
- Emergency shutdown
- Compressor recycle and isolation
- Sour gas isolation and control
- Steam, water and gas injection
- Steam chokes
- SAG-D isolation
- Pig launcher and receiver
- Mud drilling isolation and check
- Lean and rich amine isolation
- Molecular sieve regeneration isolation
- Molecular sieve absorber isolation
- First and second stage seperator isolation
Downstream and Chemical Processing Applications
- Coking (delayed and flexi)
Switching
Feed isolation
Overhead vapor line
Cutting water isolation
- Fluidized catalytic cracking
Catalyst handling
Slurry isolation and control steam
- Ethylene
Steam decoke isolation
Furnace isolation
Steam vent
Quench oil isolation and control
- Polyethylene
Isolation
High cycle (PTO)
Reactor block
- Heavy oil upgrading and hydrocracking
(H-oil and LC fining)
Catalyst addition and withdrawal
Filter and pump isolation
Overhead vapor isolation and control
High delta-P isolation and control
- Reforming (CCR)
Lockhopper
Isolation
Mining and Minerals Processing Applications
- High pressure slurry
Transportation Systems
Pump discharge isolation
Pipeline isolation stations
Pipeline choke stations
Rupture disk isolation
Instrument isolation
- Autoclaves
Vessel feed and discharge
Acid injection
Gas injection
Steam injection
- Mineral concentrators
Thickener underflow
Discharge isolation
Filter press manifold isolation
Slurry transfer systems
PRV isolation
- Waste disposal
Tailings pipelines
Paste backfill
Pulp and Paper Applications
- Boiler vent and drain
- Liquor isolation and control
- Rapid drain
- Steam isolation
- Sky vents
- Dryer pressure control
- Digester steam control
- Lime mud isolation and control